

咨詢熱線:
13929464938 (微信同號)
咨詢熱線:
13929464938 (微信同號)
透明厚壁塑件在光學儀器、醫療器具、家電部件等領域應用廣泛,其透明度不僅影響外觀,還直接關系到產品的功能性。以下從材料選擇、工藝優化、模具設計及后期處理等方面,深度解析提升透明度的核心方法。
一、材料選擇:從源頭把控透明度
(一)基礎樹脂的關鍵指標
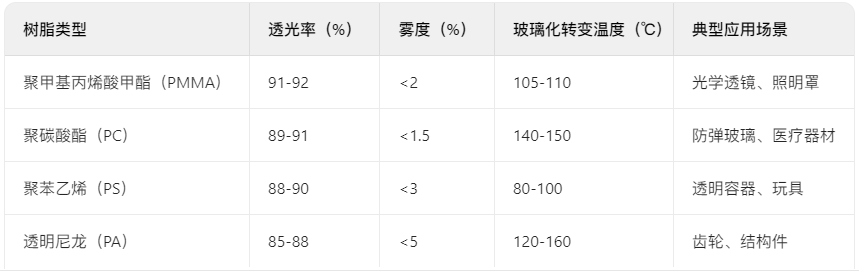
選擇要點:
高純度樹脂:避免使用回收料,雜質(如金屬離子、聚合物降解產物)會引發光散射,降低透明度。
分子量分布:分子量分布窄的樹脂(如茂金屬催化合成的PC)熔融流動性均勻,減少充模時的分子取向差異。
添加劑適配性:
避免使用含鈦白粉、碳酸鈣等不透明填料;
選用與樹脂相容性好的抗氧劑(如受阻酚類)、潤滑劑(如硅酮類),防止析出形成“白霧”。
(二)改性技術提升性能
1. 納米填料增透
添加0.5%-2%的納米二氧化硅(粒徑<50nm)或納米蒙脫土,通過“光學增透效應”減少樹脂內部應力集中導致的微裂紋。
案例:PMMA中添加1%納米二氧化硅,透光率提升3%-5%,霧度下降1.2%。
2. 共聚改性
PC與PET共聚可降低結晶度,提升透明性;
PMMA與甲基丙烯酸酯共聚可改善耐熱性,減少高溫下的黃變現象。

二、工藝優化:精準控制成型過程
(一)溫度參數精細化調節
1. 料筒溫度
原則:在樹脂熱穩定性范圍內,盡量提高熔融溫度以降低熔體粘度,減少充模時的剪切應力。
示例:PC成型時,料筒溫度從280℃提高至300℃,熔體均勻性提升,制品透光率可增加2%-3%。
2. 模具溫度
厚壁件(壁厚>5mm)需采用**梯度溫控**:
型腔表面溫度:提高至樹脂玻璃化轉變溫度以上(如PC模具溫度80-100℃),延緩表層固化,減少內部應力;
冷卻管道布局:采用螺旋式或隔板式結構,確保制品內外冷卻速率一致,避免因溫差產生內應力條紋。
(二)壓力與速度協同控制
1. 注射壓力
采用“分段壓力控制”:
高速充模階段(填充型腔80%前):壓力80-120MPa,快速壓實熔體;
保壓階段:壓力降至50-70MPa,持續補縮,防止厚壁中心產生縮孔(縮孔會引發光折射)。
2. 注射速度
避免高速注射導致的熔體破裂(產生銀紋),建議采用**變速注射**:
前段:50-80mm/s,快速充滿流道;
后段:20-40mm/s,平穩填充型腔,減少分子取向。
(三)冷卻時間優化
厚壁件冷卻時間占成型周期的60%-70%,需通過**CAE模擬**確定最佳冷卻時間:
目標:制品中心溫度降至玻璃化轉變溫度以下,避免脫模后內部應力松弛導致的尺寸變形和光學畸變。
案例:10mm厚PC制品,冷卻時間從40s延長至60s,霧度從4.5%降至2.8%。

三、模具設計:消除光學缺陷的核心
(一)流道系統優化
1. 主流道與分流道
采用大錐度設計(錐度3°-5°),減少熔體滯留;
分流道截面優選圓形(直徑8-12mm),避免梯形或U型流道因熔體滯留導致降解。
2. 澆口設計
厚壁件優先選用**扇形澆口**或**潛伏式澆口**:
扇形澆口:寬度占型腔寬度的60%-80%,厚度0.8-1.2mm,使熔體均勻充模;
潛伏式澆口:避免澆口痕跡影響透光,需注意澆口角度(45°-60°)和拋光度(Ra<0.2μm)。
(二)型腔表面處理
1. 鏡面拋光
型腔表面粗糙度需達到Ra≤0.05μm,采用金剛石研磨膏配合超聲波拋光,消除微觀劃痕(劃痕會引發光散射)。
2. 表面涂層技術
鍍類金剛石(DLC)涂層:硬度達2000HV以上,減少熔體充模時的摩擦阻力,同時提高抗腐蝕性能(適用于含阻燃劑的樹脂)。
四、后期處理:二次改善透明度
(一)退火處理
目的:消除成型內應力,減少光程差導致的雙折射現象。
工藝參數:
溫度:樹脂玻璃化轉變溫度以下10-20℃(如PC退火溫度110-120℃);
時間:壁厚每1mm處理30-60min,隨爐冷卻至室溫。
效果:PC制品退火后霧度可降低1.5%-2.0%,透光率提升1.5%-3%。
(二)化學拋光
適用材料:PMMA、PS等耐溶劑性較好的樹脂。
工藝:將制品浸入含甲基丙烯酸甲酯單體的溶劑(如三氯甲烷與乙醇混合液)中,腐蝕表層0.01-0.05mm,填補微觀缺陷。
注意事項:需嚴格控制處理時間,避免過度腐蝕導致厚度損失和光學畸變。

五、常見透明度缺陷及解決策略

六、前沿技術:透明注塑加工的未來方向
1. 微納結構表面成型
通過模具表面激光雕刻微米級棱鏡、透鏡陣列,使制品表面具備光學功能(如導光、散光),同時保持高透光率。
2. 超臨界流體輔助注塑
在熔體中注入二氧化碳或氮氣,形成均勻微孔結構,降低制品重量的同時,通過微孔的“光漫反射”效應調控透明度(如半透明燈罩的柔光效果)。
3. 在線檢測技術
安裝激光透光率測試儀,實時監測制品透光率,自動調整工藝參數(如模溫、冷卻時間),實現閉環控制。
總結:提升透明厚壁塑件的透明度需從材料、工藝、模具及后處理全鏈條協同優化,關鍵在于減少內應力、控制結晶度、消除微觀缺陷。隨著光學性能要求的不斷提高,結合數字化仿真(如Moldflow)和智能裝備(如伺服電動注塑機)的精準控制,將成為未來透明注塑技術的發展核心。






 全國服務熱線
全國服務熱線