

咨詢熱線:
13929464938 (微信同號)
咨詢熱線:
13929464938 (微信同號)
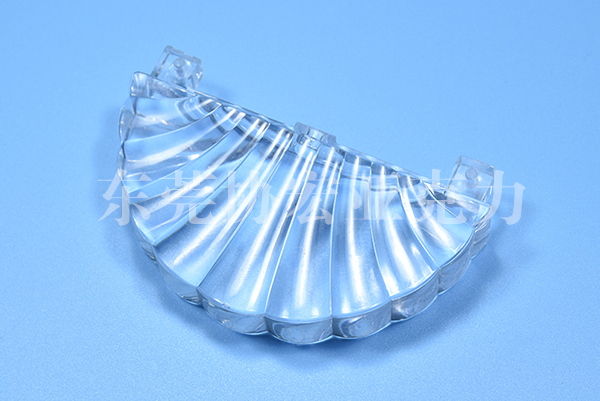
注塑加工產品的澆口處容易產生氣紋或射紋的原因可能是由于以下幾個方面造成的:
1. 塑料流動不均勻:澆口處是塑料注入模具的第一個地方,當塑料流入模具時,流動速度、壓力和溫度會發生變化,如果這些因素不均勻,就會導致澆口處的塑料流動不均勻,形成氣孔或射紋。
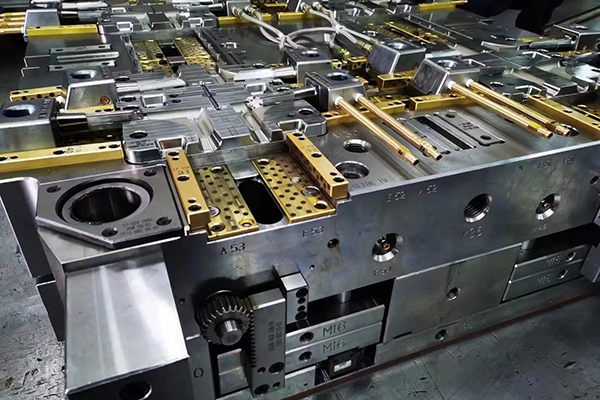
2. 模具設計不合理:模具的設計也是影響澆口處氣紋或射紋的因素之一。如果模具的設計不合理,例如澆口位置設置不當,或者模腔設計不合理,就會導致澆口處的塑料流動不均勻,產生氣紋或射紋。
3. 塑膠材料不合適:不同的塑料材料有不同的流動性和收縮率,如果選用的塑膠材料流動性不佳或收縮率較高,就容易在澆口處產生氣紋或射紋。

4. 加工工藝不當:注塑加工是一個復雜的工藝過程,如果操作不當,例如注塑溫度、壓力和速度設置不當,或者注塑周期過長,就容易導致澆口處的塑料流動不均勻,產生氣紋或射紋。
針對以上原因,可以從以下幾方面來避免或解決澆口處產生氣紋或射紋的問題:
1. 調整注塑參數:通過調整注塑參數,例如注塑溫度、壓力和速度等,可以使塑料流動更加均勻,減少澆口處產生氣紋或射紋的可能性。

2. 增加澆口數量:在模具設計過程中,可以增加澆口的數量,使得塑料可以更加均勻地流入模具中,減少澆口處的壓力和溫度差異,從而減少氣紋或射紋的產生。

3. 加強模具冷卻:在注塑加工過程中,模具的溫度對于塑料流動和收縮都有很大的影響,因此加強模具的冷卻可以使塑料流動更加均勻,減少澆口處的壓力和溫度差異,從而減少氣紋或射紋的產生。

4. 增加注塑件的壁厚:增加注塑件的壁厚可以使得塑料在流動過程中受到的阻力更大,從而減少澆口處的壓力和溫度差異,減少氣紋或射紋的產生。





 全國服務熱線
全國服務熱線